Post-Apocalyptic Boatbuilding, or
How to Save the Money that You Need to Build a Boat During
a Time of Recession; Strategies and Substitutions to save Money on your Boat
Construction.
As the designer of some
several hundred boat building projects, I find myself lately often being asked
to advise on material substitutions and building strategy changes. My work
is entirely multihulls, but this applies to any boats that benefit by being
careful about weight.
Back in the 70s when we
were building our early multihulls, they were basically hulls, beams and the
hardware we scrounged on and above the deck. Compared to multis now, they
did not cost much. We built them ourselves, probably we did not take out
a loan to build them and usually did not insure them. If you built it yourself
and it crashed, you could fix it yourself.
In the go-go 90s through
maybe last year, that changed. Newly wealthy sailors used the boats as a
matrix to attach cool toys to. The value of the electronics and gadgets might
have exceeded even the value of the basic boat. These boats were more often
than not owned by the bank and heavily insured.
For many sailors and sailors-to-be,
that might have changed with the recent economic excitement. What can be
done now to get a boat?
First,
turn off the news. Next, put Gimmie Shelter
on the player. Youre still alive. You need to get
away and go sailing. Maybe you can get a boat without
the bank.
What is the boat like?
Sorting
out what the boat will be like and what it needs to
do is an important first step. What do you really need?
Does it need to have the giant flat screen television,
the air conditioner and the powerful electric generation
system? Expensive cabinets and extensive systems can
vastly increase the cost of a boat. Downsizing the cost
does not always mean a boat that is too small to use
however, not to disparage small boats. In multihulls,
longer waterline can be less expensive than a boatload
of gadgets. That gives more safety, more payload and
better speed for less money than one might first think.
Building or Buying
While there are many bargains
for sale out there, they often have hidden surprises. I maintain that you
can build a boat that you could not afford to buy, with better quality than
most of the ones you could buy. For example, the boat you build will probably
be out of epoxy, unlike most of the boats for sale. That provides much better
quality.
If you buy a boat, you
are paying a 10% commission. Plans cost a lot less than that.
Also, according to the
tax agencies in my area, you labor is not worth a cent in boat value. Only
the materials and equipment involved in a boat you build will become its stated
value.
Highest and Best Use
Conventional wisdom says that building light is costly.
If building light means carbon fiber, that is true. If building light instead
means using superior engineering to configure the materials in efficient highest
and best use, it saves cost.
By now everybody knows
that rounded hull shapes give better performance, better water pressure resistance,
and more payload than slab sided, flat bottom boats. Occasionally the thought
creeps up that if one builds just such a slab sided, hard chine, under performing
boat, you can save time and money. For several reasons, that is not actually
true. Look at it this way. Suppose one has a 1000 kg of stack plywood or
cored sandwich to make into a pair of hulls. The same stack of material will
give a longer, stronger and more easily driven rounded hull than the
dory bottom one will. The rounded hull can have thinner skin for the
same strength due to the shape advantage. As Buckminster Fuller would have
said, one way gives more performances than the other. That is highest and
best use of the materials. That is one way to save money on building a boat.
Also, a traditional slab
sided dory hull requires that you build a strong-back first of all. A rounded
efficient hull built with CM (Cylinder Mold, developed ply for big boats)
or another developed ply system does not need a strong-back to be built at
all.
Plywood vrs. Composite
Composite materials have
leapt up in price over the last few years. I hear stories that it is the
military buying up all the carbon fiber, or the windmill manufacturers buying
all the epoxy and
foam, or some other reason. Plywood
has gone up also, but not by nearly as much. At my office the sales of plywood/epoxy
boats have surged recently. A new 65 passenger ferry prototype is being
built near Seattle here using CM plywood. It will be sent to Africa where
others like it will be built using local materials where possible.
A kilo of ply/epoxy boat structure costs some $9/kg. ($4/lb.)
compared to a kilo of foam/glass/epoxy structure costing some $13/kg. ($6/lb.)
You can now get even more boat for the dollar in plywood than in composite.
That does involve several assumptions, but it is true. Plywood often takes
a beating at the resale market, for no good reason, but it happens. Epoxy
can successfully encapsulate and preserve a wood boat if it is designed for
it. Properly repaired after crashes, the ply/epoxy boat will last as long
as a composite one.
Vacuum
bagging
table platen molding is recently popular as a composite
quicker build. I say that a developed ply hull is still
faster to build than the heavily marketed bagging table
technique, and does not require building a bagging table.
I strongly believe that a boatbuilder should be required
to build as few structures that will never see the water
as possible. Developed plywood actually provides its
own bagging table. Unlike with the heavily publicized
bagging table hull construction methods, plywood vacuum
bagged into cylinder-molded hulls becomes both the hull
and the bagging surface. This is also true in a different
way for the deck and cabin structures. A ply/core/ply
sandwich or a ply/core/glass sandwich can provide the
same results as a bagging table, without the time and
expense of building one. Its like this tilt-up
system, but with ply/core/ply.
Finally, a CM mold is easily broken down and can be sold
or traded to another builder. It can be carried in the
back of a compact pickup. A full-length bagging table
is not easily broken down and shipped.
Plywood:
Plywood has gone up in price, but again,
not as quickly as the materials for composite boats. Twenty years ago using
3mm thick doorskins to build good boats was viable. Tested samples gave bending
strength of around 10,000 psi. Thats not true now. Still, I see good quality,
reasonably priced plywood for sale. Plywood/epoxy boats will cost less than
composite boats and take less time to build.
A fusion between
plywood and composite is often a cost saving. I have long advocated a fusion
of plywood and composite materials where they are the best solution. Holo
Holo in Hawaii has foam/glass/epoxy hulls, but her bulkheads are ply/epoxy.
She got the toughness advantages of foam/glass with the faster build time
and lower cost of plywood/epoxy beams and internals. Her cabin is a ply/core/ply
sandwich that allows the house to be bagged to itself on the floor and assembled
like a tilt-up building. That is also faster and cost saving.
Cheap plywood
is not a bargain. Patching up cheap C grade plywood is not an actual cost
saving, even if it had the needed strength properties. After the knot-holes
are wetted-out, filled and sanded, the cost will be as much as the grade of
plywood you should have bought in the first place, not to mention the time
spent. Get that right at first.
However, inexpensive good
plywood may be available from China. One link is http://www.greenlivable.net/. They have
exterior plywood for under $4 per sheet there, but I do not know if they have
local vendors or what shipping costs are.
Resin:
For plywood boats, epoxy
resin is the only choice. For composite boats, that could be true also.
Epoxy is much more expensive than polyester or even vinylester.
Vinylester is running about $3.40/lb at this time. Epoxy is about double
that. Still, the lower cost might be expensive in the long run. Polyester
does not belong on any modern boat for several reasons. I do know that a
few very famous designers have declared polyester just fine for your boat,
but the data does not support that. Or you have to say what the meaning of
fine is. I will state that no boat worthy of the time you spend building
it should use polyester resin.
You
do often hear "my cat is polyester and it hasn't
cracked". That may be true, but note. It then either
has never been stressed, or it was designed with an
excessive safety factor. It is then far too heavy. Note
that a well designed fiberglass boat has critical parts
designed with safety factors of usually not more than
5 to 1. Polyester resin has a stretch to failure of
about 1%. E-glass has a stretch to failure of about
6%. The result is a highly tension loaded part could
become a necklace of fiber with polyester chunks on
it. More than that, in the marine environment, polyester
leeches out into the water as it bonds with the water
molecules. It loses strength its entire life. After
several years it will have about 20% the strength that
it started with. Also don't forget gel coat blisters.
With polyester, it is not if it will get blisters, but
when it will.
Vinylester has stretch to failure and other mechanical
properties similar to those of epoxy, at a lower cost. I have had many successful
boats done with vinylester. It is tougher to get right though for a backyard
builder. The initiator and catylist proportions must be accurate to fractions
of a percent of volume, and must change during the day as a function of temperature
change. With epoxy you can be, as I often say, brain dead. If the temperature
is 15 C, its a 5 to 1 or 2 to 1 ratio. At 25 C, it is still 5 to 1 or 2
to 1. Further, if the vinylester cure is not complete, it will never get
better. With epoxy, the part can be post-cured later at any time and get
a complete cure. None of this is visible, but it is real.
Vinylester has a shorter
shelf-life than epoxy. If your project gets interrupted, that can cost you
if you did a bulk-buy to save money. In a recent issue of Multihulls Magazine,
Tom Pawlak notes
several other shortcomings of not
using epoxy resin, including excess shrinking of the part.
I understand that all the
epoxy resin sold here comes in the same tanker from China. The various companies
come up with creative hardners to mix with the same resin. I dont think
there is much chance to get a lower resin price. I also place a premium on
vendors experience in creating the hardners needed for the particular jobs.
As a example of both, I just received some samples of a low cost epoxy. The
parts I coated looked ok. However, when I tried to pop the wasted epoxy out
of the plastic cup the next day, the resin shattered like glass. I would
not want to take a chance on my boat shattering the same way on an impact.
The big boys may not have bargain epoxy, but they have the experience to create
resin toughness that is so important in the bumpy real world. Negotiate with
them on price.
Resin Fillers
Epoxy fillers like WEST
407 make excellent fast fillet joints. That is a phenolic (brown) microballoon
product with additives to help resist slumping. Mixing your own filleting
blend with microspheres (white) will cost about 1/3 the price. The
compression strength is about 60% that of microballoons. It does have less
weight and absorbs less moisture than the balloons.
Wood powder
is strong and less expensive, but very heavy and hard to sand.
I am experimenting with
another product, perlite, by the brand name Dicaperl. It looks and
feels like microspheres, but costing $20 for 34lbs, costs far less. It does
not absorb moisture and sands easily. I am using the highest grade, HP2000.
I dont yet have any structural data on it being used as structural filler.
This tip comes from Alex Mazurkewycz building one of my 45 cats.
Lumber:
Spar grade spruce is the best
material for structural lumber on your boat. Other substutions have been
used in the past. Fir is less expensive but heavier and tends to split
more easily. It does however have better structural properties and could
result in slightly smaller stringers needed for example. Wood like fir can
be ripped into thinner strips then laminated back together to make more robust
lumber.
Many kinds of lumber have
been substituted for spruce by builders over the years. By comparing modulus
of rupture or an E x I equation, your designer can vett a stringer substitution.
There is a website that has properties of hundreds of woods, maybe too
many, http://www2.fpl.fs.fed.us/TechSheets/techmenu.html
Foam/Glass Construction
Many construction situations
do require foam/glass construction. Many good ways are possible to save construction
cost; still, some ways are false savings.
Infusion:
Infusion is the best way
to get a superior laminate product, this side of an autoclaved pre-preg.
Once the system is worked out, high quality pieces can be turned out one after
the other. Infusion does however take considerable setup time and testing
of the system. On a production run, it is the only way to go. On a one-off
boat, Im not so sure. Specialized core and or fabrics must be used. If
the process fails in any way, the part probably has to be scrapped.
In my opinion, wetting
out and aggressively squeeging a laminate can give almost a good of a product,
with better control of where the resin is or is not. It is more grunt work
during the wet out, but that goes fast. Then, the part can be compacted with
vacuum bagging after the wet-out is done.
Resin:
Compared to ply/epoxy construction, the resin is an even
larger component of composite construction. The same resin criterion as noted
before do apply.
Core Materials:
Core materials like CoreCell
http://www.atlcomposites.com/products/cores/end
grain balsa/index.htm (SEN) or Divinycell (crosslinked PVC)
http://www.diabgroup.com/europe/products/e_prods_2.html
are state of the art. They are the rock stars of core and consequently are
shockingly expensive. The last time I checked, a cubic foot (0.3 cubic meter)
of 100 kg foam core costs $65, bought in bulk. Thats about $5.50 per square
foot of 1 thick core. Moreover, they might have long wait times to get.
What about alternatives?
One tool I use to compare
core materials is a simple equation of shear strength in psi over weight
in lbs./cubic foot. (Shear strength/weight=x) I call it shear specific.
For example 100 kg Divinycell gives a number of 36. A heavier core with the
same strength will give a smaller number. There are many other considerations,
but this is a good first start. For example, honeycomb will give a higher
number, but has other problems. Corecell will give a slightly lower number
as the shear number is lower, but it behaves differently and will perform
as well or better. In testing lab results with Corecell samples, the laminate
always blew up before the core was significantly stressed. That is a good
outcome.
What are the alternatives
to foam core?
 Balsa core is less expensive than the foams
above, with slightly more weight and better shear strength. It must however
be used with epoxy only and with best epoxy construction practice to keep
moisture out. There may be problems with vessel value if built with balsa
core. If properly built, that should not be a problem, but that is a market
situation. Balsa core is less expensive than the foams
above, with slightly more weight and better shear strength. It must however
be used with epoxy only and with best epoxy construction practice to keep
moisture out. There may be problems with vessel value if built with balsa
core. If properly built, that should not be a problem, but that is a market
situation.
Balsa does not absorb impact
as well as the foams do.
 Urethane foam costs much less than the rock star
foams. There are many manufacturers, but one is General Plastics http://www.generalplastics.com/products/index.php?PHPSESSID=6ac3fdb313fb070a2d6a8f4d0f5eb4a4.
Several times a year I get asked if urethane foam is a good substitute for
PVC or SEN. It is not. To get adequate shear strength, Scott Lewett at Structural
Composites tells me that the urethane core needs to have about double the
density of the PVC or SEN to do the same job. Whats more, it crumbles much
more easily under repeat load. It is called being friable. Your boat could
see a lot of repeat load. Friable core is thus not acceptable. Urethane foam costs much less than the rock star
foams. There are many manufacturers, but one is General Plastics http://www.generalplastics.com/products/index.php?PHPSESSID=6ac3fdb313fb070a2d6a8f4d0f5eb4a4.
Several times a year I get asked if urethane foam is a good substitute for
PVC or SEN. It is not. To get adequate shear strength, Scott Lewett at Structural
Composites tells me that the urethane core needs to have about double the
density of the PVC or SEN to do the same job. Whats more, it crumbles much
more easily under repeat load. It is called being friable. Your boat could
see a lot of repeat load. Friable core is thus not acceptable.
Coretex, a fiber reinforced urethane foam is still weak, but it has relatively
high weight. I see no use for it in multihulls or light monohulls.
 Nida Core http://www.nida-core.com/ has evolved in the last few years.
Look into the latest offerings. The original Nida-Core is a polypropylene
honeycomb used as a core in sandwich panels. It comes covered with a non-woven
polyester scrimm that is thermofused to the cells. This covering helps bonding
properties and keeps resin out of the cells. The density is 4.8 pounds per
cubic foot. The shear strength ranges from 70 psi to 130 psi. That gives
a shear specific of 14.6 to 27. It is available with foam filling. I see
it as being most useful for interior furnishings, but the weight is a bit
high for that. Corners cannot be easily faired into a radius. Nidacore has
superior sound deadening properties to foams or balsa of similar densities.
Again, lately they have greatly expanded their product line. Nida Core http://www.nida-core.com/ has evolved in the last few years.
Look into the latest offerings. The original Nida-Core is a polypropylene
honeycomb used as a core in sandwich panels. It comes covered with a non-woven
polyester scrimm that is thermofused to the cells. This covering helps bonding
properties and keeps resin out of the cells. The density is 4.8 pounds per
cubic foot. The shear strength ranges from 70 psi to 130 psi. That gives
a shear specific of 14.6 to 27. It is available with foam filling. I see
it as being most useful for interior furnishings, but the weight is a bit
high for that. Corners cannot be easily faired into a radius. Nidacore has
superior sound deadening properties to foams or balsa of similar densities.
Again, lately they have greatly expanded their product line.
Polycore http://www.polycore.com.au/ looks similar
to Nida, but claims better mechanical properties. Density is 80 kg (4.8 lb/cf)
and core shear strength is 0.8 MPA or 109 psi. It gives shear specific number
of 21.8.
Plascore http://www.plascore.com/index.htm
has a variety of honeycomb core materials. The most useful one to boatbuilders
has polypropylene core and seems to be like Nidacore
or Polycore.
Styrofoam has core shear strength that is so
low it is measured in psf. (pounds per square foot) not psi as the usual foams
are. Enough said.
Norcore (Raven Industries) and http://www.pepcore.com/products.html#
 A plastic honeycomb
made from a variety of plastics including PEI, PC, ABS, HIPS, and SURLYN.
Available in thickness from .5 inch to 3 inches. Strength unfortunately goes
down with increased thickness. One inch thick Norcore has a weight of 10#
per cubic foot but a compressive strength of only 224 psi. It is a very
rigid "live core" and cannot be bent. Corners cannot be easily
faired into a radius. In a 1 thickness the polystyrene core weighs 9.7 lb/cf.
and has shear strength of 105 psi. In polycarbonate the core weighs 13.3
lb/cf and gives shear strength of 142 psi. In polyprophelene the core weighs
10.68 lb/cf and gives 57 psi. The best shear specific number is 10.67. A plastic honeycomb
made from a variety of plastics including PEI, PC, ABS, HIPS, and SURLYN.
Available in thickness from .5 inch to 3 inches. Strength unfortunately goes
down with increased thickness. One inch thick Norcore has a weight of 10#
per cubic foot but a compressive strength of only 224 psi. It is a very
rigid "live core" and cannot be bent. Corners cannot be easily
faired into a radius. In a 1 thickness the polystyrene core weighs 9.7 lb/cf.
and has shear strength of 105 psi. In polycarbonate the core weighs 13.3
lb/cf and gives shear strength of 142 psi. In polyprophelene the core weighs
10.68 lb/cf and gives 57 psi. The best shear specific number is 10.67.
Nomex A hexagonal honeycomb made from DuPont aramid paper sheets.
A thermosetting resin is used to bond these sheets at the nodes. After expanding,
the block of paper is dipped in a phenolic resin. A variety of cell sizes,
core and paper thicknesses, and densities can be produced. Flat panels can
use the hexagonal cell, but doubly curved surfaces such as the side of a hull
must use an over-expanded cell to conform to the curves. While the paper
appears to be very waterproof, work I have seen by the Boeing company suggests
that water will condense in the cells over time. I do not recommend honeycomb
for the primary structural parts of a multihull. I do use honeycomb for bunk
boards, soles, shelves and cabinetry. Corners cannot be easily faired into
a radius. Some tricks are required to vacuum bag glass onto bare honeycomb.
One nice product that uses honeycomb is Tricel. It
is used for interior surfaces. It consists of thin plywood faces bonded to
a honeycomb core. Weight is very good. See http://www.tricelcorp.com/.
Core Craft FRP Honeycomb http://www.infracomp.com/index.html
Custom fiber reinforced plastic honeycomb panels of 1"
thickness to 30" thickness. Panels may be flat or slightly curved and
up to 12' wide with unlimited length. Compression strength of core can range
between 100 psi and 1000 psi. May be good for large charter boat bridgedecks.
I don't know what price is like.
Penske Marketed as a replacement for plywood. A glass reinforced
urethane. Now owned by Alcan, it is called PXC. It seems to be too heavy
for multihulls and light monos. Cost is about like pvc foam.
One client is using Paulowina
wood for core in place of balsa as it costs much less. It is heavier
than balsa at 15 to 19 pounds per cubic foot ( balsa averages 11 lbs/cuft),
but has better structural properties. The bending modulus is double that
of balsa. I dont find a shear strength printed, but Im confident it is
much better than balsa. It would need to be hot coated with a tie-coat like
bare balsa must be. I have no personal experience with it yet, but it looks
very interesting. See http://www.paulowniawood.com/as
a starting place.
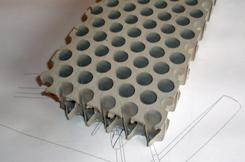
  I must admit I had forgotten about
eggcrate plywood. We used to use that back in the 70s when foam was
not really available. That is where a grid of thin plywood bits are interlocked
together to form a kind of cellular core. Testing is being done to determine
the best frequency and depth. It is much more work, but far less cost than
core. Also, new considerations pop up. All the spaces must be vented, but
pests could then enter. If the boat is traveling, customs tends to be very
interested in voids that they cannot see into. That could be harsh. I must admit I had forgotten about
eggcrate plywood. We used to use that back in the 70s when foam was
not really available. That is where a grid of thin plywood bits are interlocked
together to form a kind of cellular core. Testing is being done to determine
the best frequency and depth. It is much more work, but far less cost than
core. Also, new considerations pop up. All the spaces must be vented, but
pests could then enter. If the boat is traveling, customs tends to be very
interested in voids that they cannot see into. That could be harsh.
This is not intended to
be an exhaustive list of cores. It is simply a few of the possible choices.
Im sure there are many more. I could not make it to the last IBEX so there
may be new cores that I do not yet know about.
Composite w/Stringers
Many, but not all composite
parts can be redesigned to use solid laminate and composite stringers. That
substitution design must be done by your designer.
Fabrics:
Many long, slender parts
like masts, beams or boards are really best done with carbon fiber. Have
I mentioned that it is expensive?
One work-around that can
actually give even better results is a hybrid part. All the longitudinal,
deflection-driven fibers must be carbon. The off-axis fibers however are
not nearly as highly loaded, depending on the part. They often can be glass.
As an added benefit, they give the carbon part some extra resilience while
not sacrificing overall stiffness. Again, consult your designer to see if
part involved can benefit from that substitution.
Be careful about yard-sale
fiberglass deals. Water damaged fabrics must be avoided. If the binder
or sizing is washed away, it might not bond properly to the resin.
I have heard about great
prices for fabrics from China recently. Do test a sample or have assurance
that the binder or sizing coating on the fabric is compatible with epoxy.
Peel
Ply:
I have heard designers
say that dressmakers nylon can be used as peel ply to save money. No. That
is a bad substitution. Peel ply must be free of contaminants. If your resin
seller supplies it for example, it will surely be free of those contaminants,
unlike the dressmakers nylon.
Scraps of 4 oz. or 6 oz.
cloth make the best peel ply on compound shapes or odd corners. Save those
scraps.
Vacuum bagging and Infusion
Equipment:
An excellent vacuum bagging kit can
be purchased from various suppliers costing from $300
to three times that. They have excellent pumps, nylon
bagging film, and dum-dum edge sealer. These low volume,
high vacuum pressure pumps are excellent for composite
laminates, especially with infusion techniques. They
start at over $300 for the pump alone typically.
You probably have a compressor already.
In that case, get a venturi vacuum pump that plugs into
your compressor for just over $100.
If you are not planning to use infusion, there is an even
lower cost option. A standard shop vacuum will pull one third of an atmosphere
(4 to 5 psi) and cost, well, you probably have one already. Bagging film
can be inexpensive polyethelene film, 4mil (0.004) or 6mil (0.006) thick.
Compare the low cost of poly. film to nylon bagging film costing $3/yd.
The bag edges can be sealed
with inexpensive storm window sealer (Frost King by Thermwell Products http://beatlas.com)
instead of the expensive but vulnerable high-end edge sealer products. The
joints or corners take a shot of plywood panel adhesive (Liquid Nails).
Designer Involvement:
Involving the designer
can often save a lot of materials and work. Running a finite element study
on a change or a substitution can possibly save more than its cost in materials.
Even a simple section property simulation on a change can cost very little
from the designer, and save a lot of materials.
Typically multihulls builders dont like to pay designers
to do that sort of work, but it can save more than it costs.
Paint:
Two part polyurethane paints
like Awlgrip or Stirling will resist stains and look great for years. I have
walked out of the paint store carrying a box that has a thousand dollars worth
of paint in it. Are there any less costly substitutes to those top of the
line paints?
First, you must keep the
gloss. Its not a vanity, it keeps stains from building up. In my experience
one part paints will not keep gloss for more than a summer.
To save money, find an
industrial paint supplier in your area and see what they have. I learned
about Jarvie (Now Farwest www.farwestpaint.com) paint here in Seattle when I worked
for a boatyard while I was in architecture school. For example, they sell
a primer that is a fraction of the price of Awlgrip 545, yet seems to be virtually
the same product.
Buildings:
Dont build outdoors.
If you dont have a shop already, there are several options.
I have built a boat at
a storage complex. The cost is quite reasonable. Usually it must
be built in components and assembled later as noted below. Similarly, one
of my builders has boatbuilding spaces available. http://www.theshoppeople.com/. He is
in Portland, OR, but the same kinds of spaces could be in your area.
Inflatable pool covers
can be bought new for typically less than 6 months rent in a shop space.
The market is full of portable
temporary buildings that can work very well.
Clubs, Craigslist, Ebay
Multihull clubs are in
the wane, apparently. They used to give builders the price advantages of bulk
buying. Maybe the fact that many of us have our own business licenses now
and can get just as good prices contributed has contributed to the decline
of clubs.
If your boat is built as a
business, your tax number will get significant discounts.
Ebay and Craigslist are
great places to buy things for your boat. Dont expect
to find basic materials as often, but you can find masts,
sails, hardware and the unexpected.
For price comparisons on
boatbuilding products there are many distributors. Among them Jamestown Dist.
http://www.jamestowndistributors.com/userportal/main.do,
and Fiberlay http://www.fiberlay.com/.
Building Components First
Many multihulls can be
built in smaller components, in a smaller shop space than will be needed later
on for a final, full size vessel. The designer may need to do some plans
revisions to facilitate that remote assembly. That will save shop rent.
Miscellaneous Tips
Save paper cups
from fast food or Starbucks trips. These are especially
good for mixing small batches of bog.
Buy the black foam rollers
(Jen Manufacturing), not the yellow ones. They cost a fraction of the cost
of the yellow ones. Buy them by the box. Cut them in half for smaller jobs
using the half roller. Cut into smaller bits they can be used as foam brush
substitutes.
Mold release wax
rubbed onto plastic mixing buckets or squeeges helps keep epoxy from sticking
to them for the next use. That will make them last longer.
Very
small epoxy batches can be measured by dribbling
epoxy and hardner into a pair of properly sized adjacent
circles printed on a piece of paper. Mix the two. This
trick is from J.R. Watson, presented at IBEX.
In an emergency, plastic
sandwich bags can be used as gloves.
When vacuum-bagging with
plywood, regular mailing bubble pak can be used
as a diffuser inside the bag.
Material
waste is typically 20%. Think about how you can reduce
that.
Always
have another part ready for coating or bogging if too
much resin or bog was mixed for the main part.
Conclusion
Despite bleak economic
news, with some of the above tips, a reasonably priced boat can be built.
In fact, there may be no better time to negotiate the best prices on boat-building
materials, services, and dare I say, even plans than now.
|




